


联系我们

铸铁闸门欢迎新老客户垂询
更新时间:2025-06-01 03:02:46 ip归属地:三门峡,天气:小雨转多云,温度:15-21 浏览次数:10 公司名称:衡水 河畔水利机械厂(卢氏县分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 面议/套 |
| 发货期限 | 面议 |
| 供货总量 | 12000 |
| 运费说明 | 面议 |
| 小起订 | 1 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |
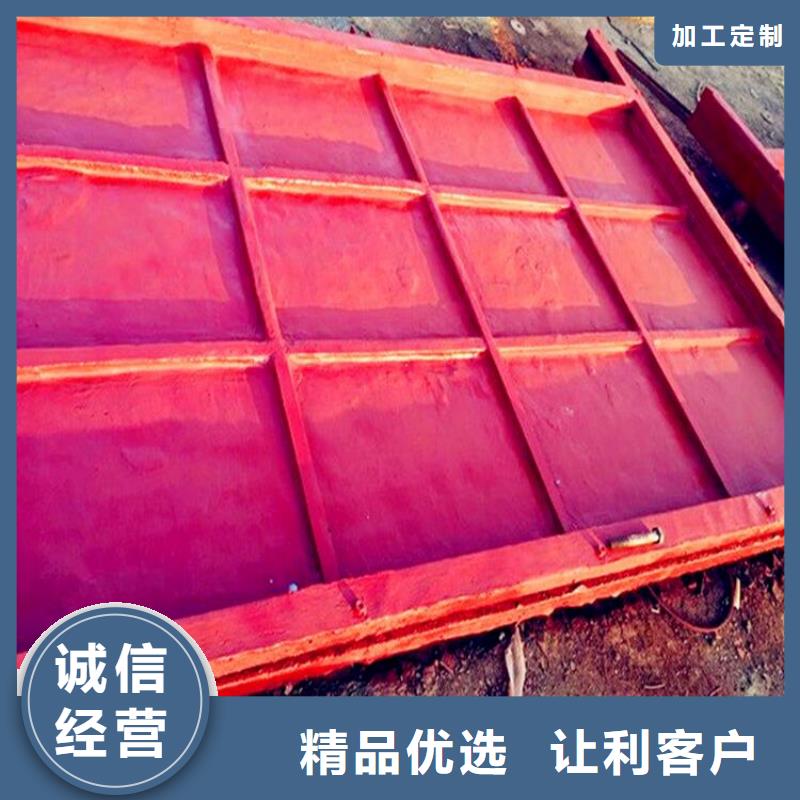

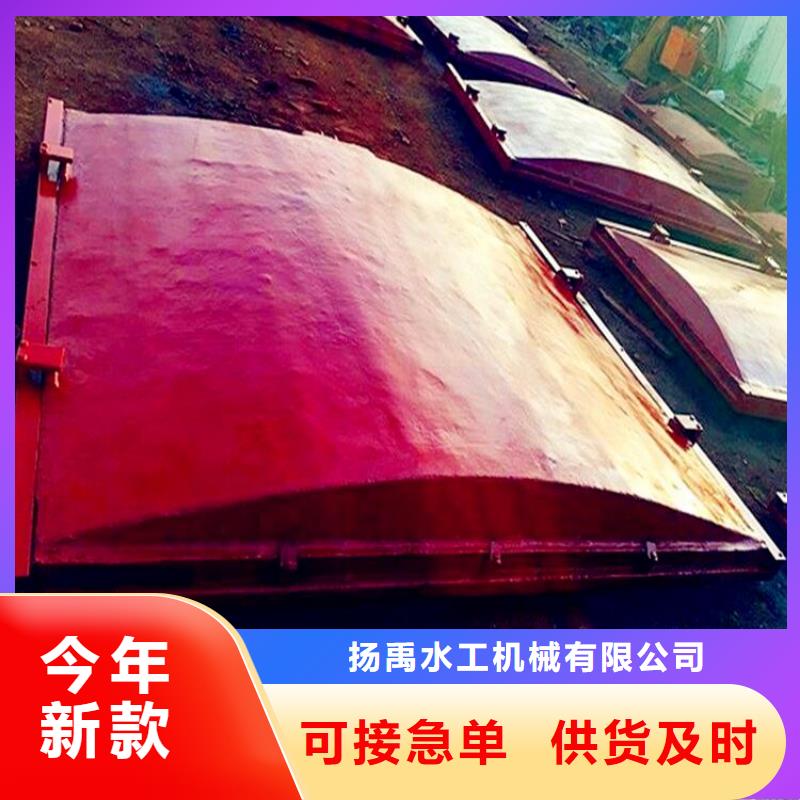




铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。





河畔水利机械厂(卢氏县分公司)深信,只有“以人为本,以德兴厂,创新务实,诚信经商”才能让我们的企业立于不败之地,也才会给消费者带去真正的福利,并且真正打开【手摇卷扬启闭机】市场,赢得新老客户的口碑,并且在一定程度上创造出更多性能优越的【手摇卷扬启闭机】产品,让消费者可以拥有更多的选择。
我们也始终坚持微笑服务,以顾客利益为主,服务到位,让每一位来到我公司的朋友都能感受到温馨的氛围。
此外,我们还注重多实践、多交流、互帮互助的原则,以积j i饱满的姿态迎接每一个挑战,争取能够早日将此产业发扬至全球,打响【手摇卷扬启闭机】国际知名度。



铸铁闸门安装技术要求
(1)闸门及其门槽埋设件的安装,应按施工图纸的规定进行。
(2)闸门的埋设件安装,应符合DL/T5018-2004第9.1.3条、第9.1.4条和第9.1.10条至第9.1.13条的规定。
(3)闸门现场拼装前应制定严格控制焊接变形的拼装焊接工艺方案,报监理人批复后方可实施。
(4)闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后方能进行。所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定。
(5)闸门水封装置的安装技术要求,应符合DL/T5018-2004第9.2.3条至第9.2.7条的规定。
(6)闸门安装完毕后,应埋件表面和门叶上的所有杂物,特别应注意不锈钢水封座板表面的水泥浆。在滑道支承面和滚轮轴套涂抹或灌注润滑脂。
(7)经监理人检查合格的闸门及门槽埋件,方能按第13.2.6条规定进行涂装修补。
(8)闸门安装完毕,应作静平衡试验。试验方法为:将闸门**地吊离地面100mm,通过滚轮或滑道的中心测量上、下游方向与左、右方向的倾斜,其倾斜值不得大于5.0mm,当超过上述规定时,应予配重调整。


