
对于 酸洗钝化无缝钢管款式多样产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是: 酸洗钝化无缝钢管款式多样的图文介绍
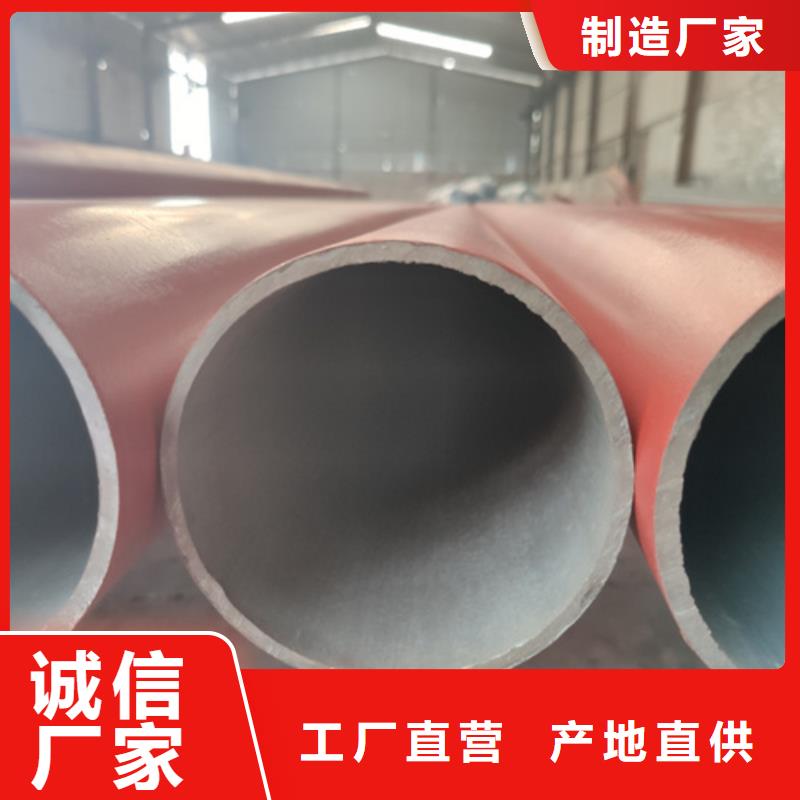
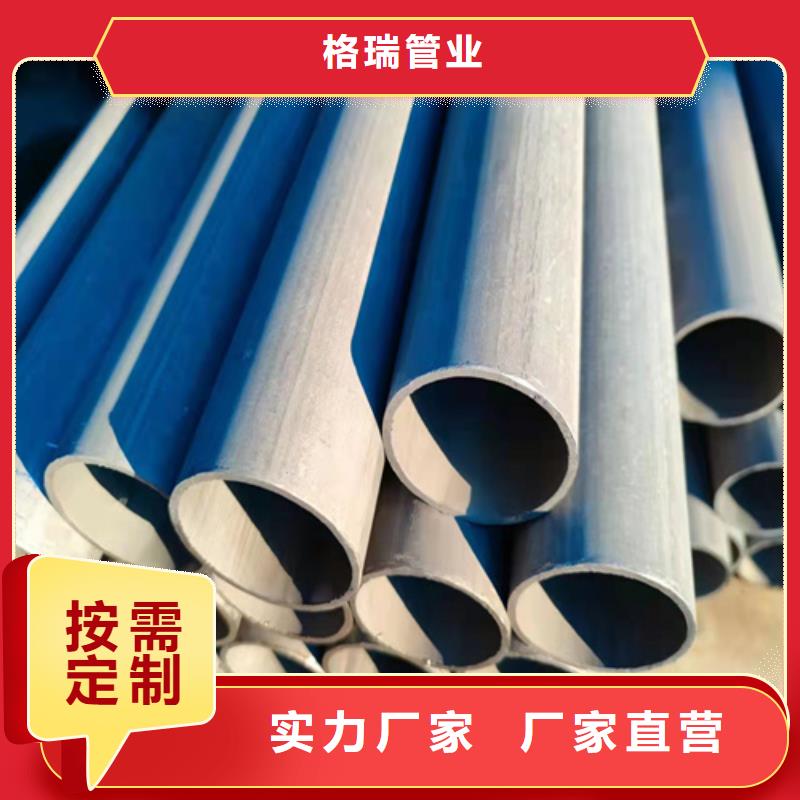
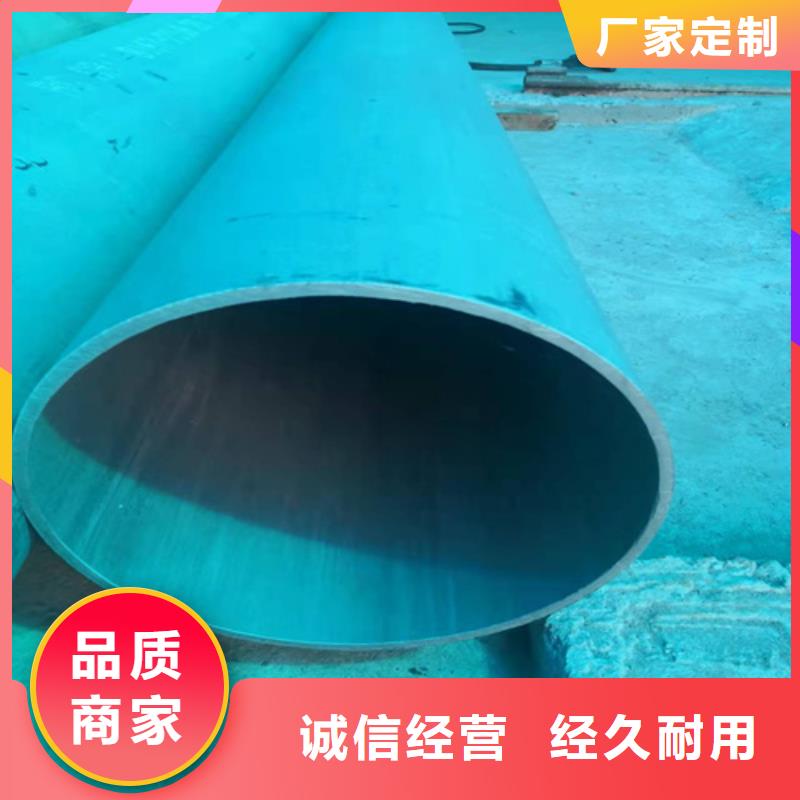
酸洗钝化无缝钢管无缝钢管酸洗返锈工艺流程:脱脂---水洗---酸洗----水洗---封闭剂3个月不会生锈肯定是那公司没给你用好的封闭剂我估计你说的封口密闭是用亚硝酸钠对水使用的那效果极差酸洗钝化无缝钢管用到什么地方了根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体,马氏体和镍含量低的奥氏体不锈钢(如,酸洗磷化钢管,酸洗钝化无缝钢管钝化的用途,等)稀释后使用,镍含量较高的奥氏体不锈钢(如,,,等)用原液浸泡;一般常温或加热到50~60度后使用,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂-山东聊城格瑞管业有限公司浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净,再用碱水或石灰水冲洗中和。



酸洗钝化无缝钢管后如何处理酸水?酸洗钝化钢管后的废水处理工艺具体有中和法,硫酸铁法,大口径酸洗钝化钢管钝化的正确处理方式有机溶液萃取法,透析法,离子交换法等。在蒸汽喷射真空结晶方法中,废酸溶液通过具备着高雾化动力等级的喷嘴喷射到燃烧火焰上,磷化无缝钢管使得水蒸发,酸洗钝化无缝管效果的质量检验方法除此另外一般可以获得大约35%的硫酸和部分一水硫酸亚铁。其工作规则采取的主要措施以下:(1)酸洗池内外及地面均采用聚丙烯板内衬,接缝严密,杜越废水漏入地下水体。(2)在酸洗池旁设置废水收集沟,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂



格瑞管业(鹿泉区分公司)拥有一批高素质的技术管理队伍以及【酸洗钝化无缝钢管】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【酸洗钝化无缝钢管】。高品质(格瑞管业(鹿泉区分公司)家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【酸洗钝化无缝钢管】都在优化改进)高技术(格瑞管业(鹿泉区分公司)坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【酸洗钝化无缝钢管】技术)效率高(格瑞管业(鹿泉区分公司)拥有十余台【酸洗钝化无缝钢管】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【酸洗钝化无缝钢管】产品)



山东酸洗厂采用两步酸洗钝化无缝钢管综合处理技术,研究成功了不锈钢常温快速酸洗工艺。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油)→热水洗→流水洗→步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品)步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范。



