

联系我们1

当前位置:
鑫邦源特钢(德州市分公司) >德州当地产品频道
防腐钢管精密钢管质量检测
更新时间:2025-06-02 02:18:33 ip归属地:德州,天气:阴转多云,温度:15-31 浏览次数:32 公司名称: 鑫邦源特钢(德州市分公司)
以下是:防腐钢管精密钢管质量检测的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联 |
| 发货期限 | 1-3天 |
| 供货总量 | 999 |
| 运费说明 | 协商 |
| 质量等级 | 一级 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 适用领域 | 化工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 品牌 | 鑫邦源 |
| 产地 | 山东 |
以下是:防腐钢管精密钢管质量检测的图文视频




在山东省德州市采购防腐钢管精密钢管质量检测请认准鑫邦源特钢(德州市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:颜经理-【18762195566】,地址:经济开发区钢管城2排5号)。 山东省,德州市 德州市,简称“德”,古称安德,山东省辖地级市,地处山东省西北部、黄河下游冲积平原,北临河北省沧州市,南接济南市、聊城市,西邻河北省衡水市,东连滨州市,地形西南高、东北低,季风影响显著,四季分明,全市总面积10356平方千米。截至2022年10月,全市辖2个区、7个县,代管2个县级市。截至2022年底,全市常住人口557.49万人。
想要体验防腐钢管精密钢管质量检测产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:防腐钢管精密钢管质量检测的图文介绍

无缝方管
鑫邦源特钢(德州市分公司)


无缝方管的详细介绍
专业公司极速发货


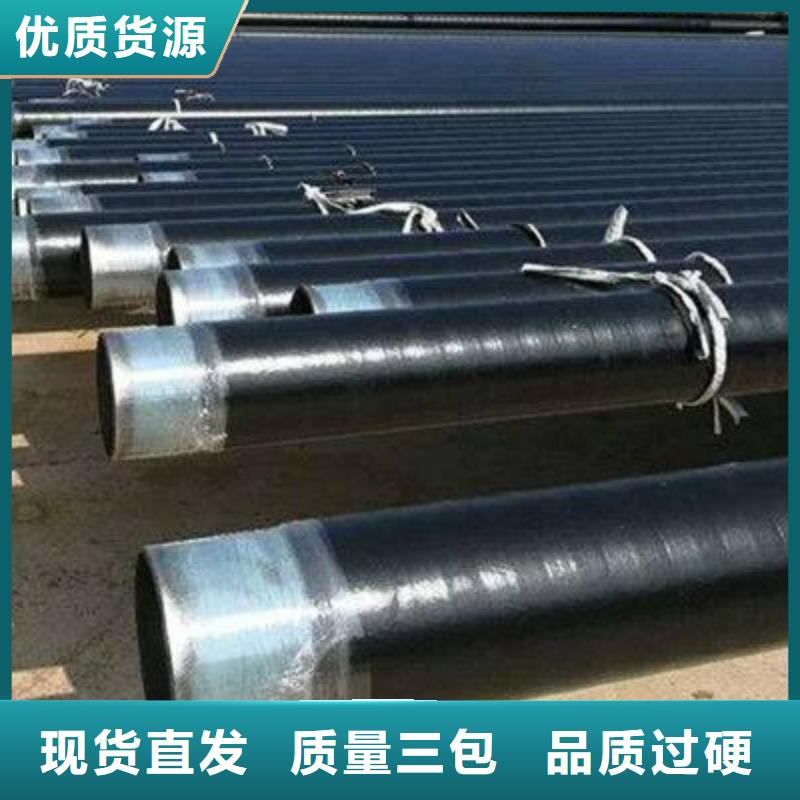
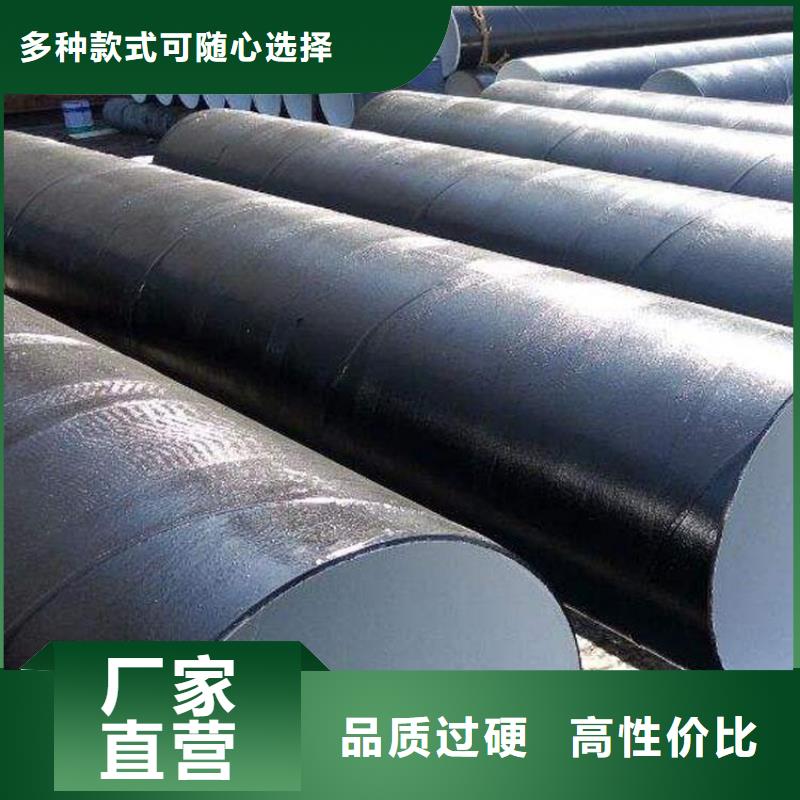
3pe防腐钢管剥离3PE防腐涂层的剥离方法是在对3PE防腐涂层结构和涂敷工艺整理分析的基础上提出来的。对了3PE防腐涂层的剥离主要有两种情况,可以在常温(20℃±5℃)和50℃±5℃度温度进行剥离。
、常温剥离跟高温剥离。常温剥离通常情况下会在室温下进行,要求100N/cm,成型管出水后冷却到室温,刚出水的管子拿来测对胶层的要求很高,现在国内知名的厂家都可以满足。
2、需要把钢管加热到50℃±5℃以上,要求70N/cm。上面的要求来自GB23257-2009,具体实验要看甲方标准。但如果温度过高,会出现下述问题:环氧粉末固化反应太快,粉末熔化不充分,成膜不良,会降低与钢管表面的结合能力;在胶粘剂包覆前,环氧树脂官能团过度消耗,部分甚至完全失去和胶粘剂的化学键结合能力;熔结环氧粉末层可能发生轻度焦化,表现为颜色变深、发黄,导致涂层剥离检验不合格。
、常温剥离跟高温剥离。常温剥离通常情况下会在室温下进行,要求100N/cm,成型管出水后冷却到室温,刚出水的管子拿来测对胶层的要求很高,现在国内知名的厂家都可以满足。
2、需要把钢管加热到50℃±5℃以上,要求70N/cm。上面的要求来自GB23257-2009,具体实验要看甲方标准。但如果温度过高,会出现下述问题:环氧粉末固化反应太快,粉末熔化不充分,成膜不良,会降低与钢管表面的结合能力;在胶粘剂包覆前,环氧树脂官能团过度消耗,部分甚至完全失去和胶粘剂的化学键结合能力;熔结环氧粉末层可能发生轻度焦化,表现为颜色变深、发黄,导致涂层剥离检验不合格。



厂家直营大型工厂甄选无缝方管原材料无中间商

规格多样多种无缝方管规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制无缝方管

贴心售后无缝方管发货迅速多年行业经验值得信赖

选购防腐钢管精密钢管质量检测来山东省德州市找鑫邦源特钢(德州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:颜经理-【18762195566】,地址:[经济开发区钢管城2排5号]。